Небольшой обзор по материалам применяемым для изготовления головок 3Д-принтеров и самих головок, чтобы было яснее, почему их так делают, J-Head, Makerbot, Ultimaker.
Это вторая моя статья из цикла-эпопеи о принтерных головках. Шутка — но ещё есть что сказать. Первая статья здесь. Как и все материалы по RepRap — принтерам относится к open-source, значит если нужны какие-то подробности обращайтесь.
Хотэнд — горячая часть головки обычно состоит из трёх частей:
— собственно головка, сопло, nozzle;
— термобарьер, ещё называют nozzle holder, может быть в одном флаконе с радиатором;
— радиатор.
Требования к материалам этих частей существенно разные. Впрочем, я видел в Сети людей, которые всё эти части делали из алюминия. И у них ничего хорошего не получалось. А вот Прюша — тот самый, знаменитый, по имени которого названа модель принтера Prusa, сделал всё из нержавейки. Об этом тоже будет написано.
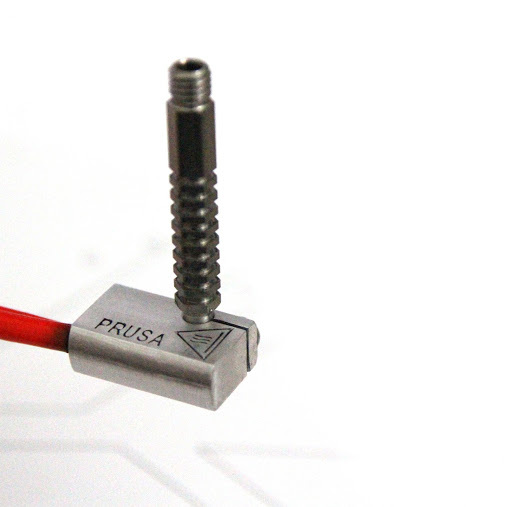
головка Prusa Nozzle
Итак — головка, сопло, она делается обычно из латуни, иногда из алюминия, слышал упоминания про бронзу и никогда не видел сделанную из меди. Почему так? Вероятно потому что в головке, конечно, имеет значение хорошая теплопроводность материала, но это значение не слишком велико, более важно удобство обработки материала.
Итак, посмотрим значения теплопроводностей для меди, алюминия, латуни и бронзы:
— медь — 395 вт/м К
— алюминий — 220
— латунь — 150
— бронза — 58,7 — это для алюминиевой бронзы, которая заметно прочнее латуни.
Бронза, как видите, имеет почти в три раза меньшую теплопроводность, чем латунь, что в случае использования резистора-нагревателя может иметь значение.
От алюминия отказались, вероятно, по причине излишней мягкости. Есть, конечно и достаточно прочные сплавы алюминия, но их ещё надо найти и отличить… так что…
Медь — наверное, трудно обрабатывать и слишком мягка.
Для меня важным и полезным свойством латуни (бронза — то же самое) является также, то что она хорошо паяется твёрдым серебряным припоем — который для ремонта холодильников. Он очень хорош, им можно припаять бронзу к нержавеющей стали и смачиваемость его просто великолепна, то есть он прекрасно затекает по всему стыку, будучи паяем только в одной точке. Так мы плавно переходим к термобарьеру. Это деталь, которая должна выдерживать механические нагрузки головки и передавать поменьше тепла к корпусу аппарата. Первые модели хотэндов использовали для этого фторопласт — если по-русски, или тефлон, PTFE. Вообще-то прекрасный материал, особенно в силу своей замечательной скользкости. К нему, как бы, вообще ничего не липнет и теплопроводность у него маленькая Однако есть дефект. Прочность. Прочность мала, и даже не это самое плохое, плохо то что у него есть текучесть. Текучесть — значит под нагрузкой, даже при несильном нагреве он начинает изменять свою форму. Всё. Эта особенность оставила ему только функцию вкладышей в головке, которые снижают трение филамента. Там ему течь некуда. Он подпёрт со всех сторон — или металлом или соответствующим пластиком.
Посмотрим теперь на свойства материалов которые мы могли бы поставить в качестве термобарьера. Теплопроводность -в Вт/м К (имеется в виду — ватт, метр, градус, а какой, Кельвина или Цельсия — неважно) и Предельная прочность на разрыв — в мегапаскалях.
— тефлон 0,25 26
— PEEK 0,29 165
— Нерж.Сталь марки 304 9,4 580-600
— Нерж.Сталь марки 316 9,4 680
— Сталь 3, самая простая 55 380
Смотрим, второй строкой идёт PEEK, это довольно экзотический пластик. С впечатляющей ценой. Обратите внимание на прочность, она всего раза в два ниже Стали 3.
При малой теплопроводности, хорошей скользкости и неплохой термоустойчивости он стал популярным материалом для держателей сопел.

Классическая J-Head Nozzle Mk5 B
Минусов два, и серьёзных: — цена и термоустойчивость. 250ºС — это температурный предел, часто хочется большего, терморезисторы(многие) будут работать до температуры 300ºС — есть куда расти.
Теперь посмотрите на нержавеющие стали — их теплопроводность в 5 раз ниже обычной стали! А прочность в почти два раза выше! Это популярные на Западе марки сталей соответствующие нашим 08Х18Н10 и 08Х17Н13М2. Первая — вообще классическая пищевая нержавейка, хромоникелевая. Правда теплопроводность в 40 раз повыше чем у тефлона, но если учесть разницу в прочности, то разница с тефлоном будет всего процентов 30. PEEK, впрочем остаётся недосягаемым конкурентом. Но устойчивость к теплу… и ещё приятная возможность припаять серебрянным припоем латунное сопло к стальной трубочке и забыть про просачивание пластика. Серебряный припой не только имеет температуру плавления 800ºС, но ещё у него прекрасная прочность и он великолепно паяет — очень хорошая текучесть и смачиваемость. 8-12 миллиметров трубочки из нержавейки уже оказываются достаточным барьером для наших нужд. Это в случае трубки диаметром 8мм и со стенками 1мм. Если использовать более тонкостенные трубочки эффект будет ещё лучше. Трубка со стенками 0,3 мм достаточно прочна. Тут главное воздействие будут оказывать уже другие факторы: -нагрев излучением от головки, нагрев конвективными потоками, которые, правда, должны сдуваться вентилятором.
Головка от Прюши — Prusa Nozzle из цельного куска нержавеющей стали, у него правда сталь несколько другого состава -с вдвое большей теплопроводностью, марки 303, вероятно это компромисс между требованиями к термобарьеру и к соплу. Очень трудное в изготовлении получилось изделие, и похоже не очень удачное, хотя и позволяло печатать любыми видами пластика. Жалуются на него люди. Да и купить его сейчас нелегко. Новая модификация — с алюминиевым радиатором, причём, по моему мнению, тоже не должна быть особенно удачной. Низкий градиент температур по термобарьеру.
Классическая J-Head Nozzle Mk5 B Хорошая модель, особенно если была сделана без упрощений и ухудшений, которые добавляли некоторые китайские товарищи. Держатель делается из пластика PEEK. Печатает стабильно. Но не всем. Температурный диапазон ограничен и его лучше не превышать — начинает сочиться пластик через место соединения держателя и сопла. Как нагреватель используется резистор, расчётная мощность около 25 Вт. Тефлоновый вкладыш до латунного сопла.
Мэйкербот — Makerbot Stepstruder MK7 — конструктивно просто, сплошной металл и судя по заявленным параметрам, очень даже хорошо. Термобарьер — из нержавеющей стали, не слишком маленького сечения, сложной конфигурации, внутри держателя фторопластового вкладыша нет. Большой алюминиевый нагревательный блок теплоизолируется от воздуха с помощью керамической ленты. Судя по мощному радиатору, довольно большой тепловой поток идёт с головки. Короткий отрезок термобарьера — значит высокий градиент температур. Почему это хорошо, я постараюсь показать на цифрах в следующем посте.
Головка Makerbot Stepstruder MK7
А Ultimaker HotEnd v2 использует термобарьер изPEEK. Так что ничего удивительного по температурному диапазону не ждите. Использует нагревательный картридж, 40W. Так же как и Stepstruder MK7. Конструкция интересная. Грамотно используется тефлон. Очень большая протяжённость плавящей части. Видимо отсюда рекордная скорость печати. Для подробного анализа нет чертежей и описаний.


Что нашёл по Ultimaker, а он Open source.
Самодельная — BASS — печатает хорошо и быстро. 140 мм/сек при печати капроном/триммерной леской. Трудоёмка в изготовлении. Одна намотка нагревателя чего стоит. Термобарьер из трубки нержавеющей стали 304. Токарная работа — прностая. Используется пайка серебряным припоем. Из-за намотанного радиатора — хорошая однородность нагрева, малый вес и высокая надёжность. До латунного сопла используется тефлоновый вкладыш, 5 последних миллиметров которого, для снижения нагрузки, заменены на кольцо из нержавеющей стали. Мощность — та же, порядка 40 Вт.
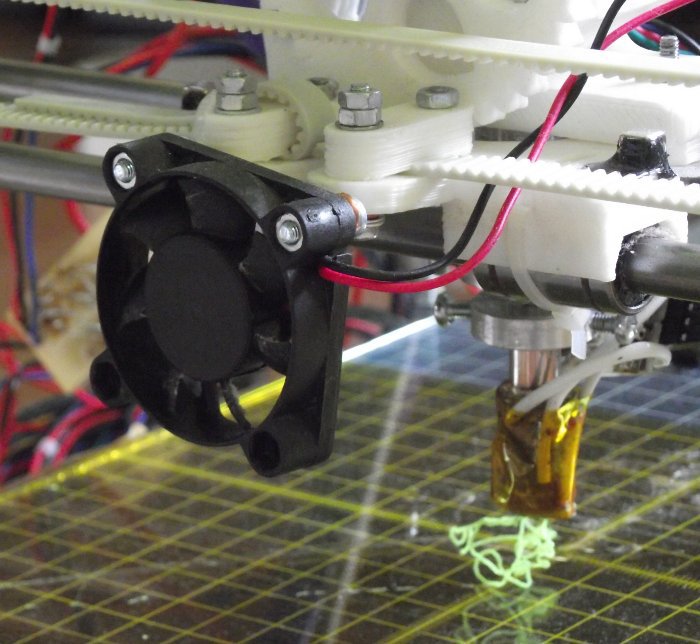
В креплении нагрев несильный, вентилятор справляется слабенький.

Можно сказать, что первый период развития FDM-принтеров заканчивается, хорошо работающие головки теперь не редкость. Хотя меня не оставляет ощущение что принципы их проектирования ещё не слишком чётко сформулированы. В следующем посте я хочу рассказать о тепловых расчётах головки принтера, почему их такими делают и как избежать образования пробок. У меня даже сложилось впечатление, что я теперь смогу вполне осознанно выбирать размеры, радиаторов, термобарьеров и прочее. Буду рад если сообщество поучаствует на предмет поиска возможных ошибок и заблуждений. Всем спасибо.
Это вторая моя статья из цикла-эпопеи о принтерных головках. Шутка — но ещё есть что сказать. Первая статья здесь. Как и все материалы по RepRap — принтерам относится к open-source, значит если нужны какие-то подробности обращайтесь.
Хотэнд — горячая часть головки обычно состоит из трёх частей:
— собственно головка, сопло, nozzle;
— термобарьер, ещё называют nozzle holder, может быть в одном флаконе с радиатором;
— радиатор.
Требования к материалам этих частей существенно разные. Впрочем, я видел в Сети людей, которые всё эти части делали из алюминия. И у них ничего хорошего не получалось. А вот Прюша — тот самый, знаменитый, по имени которого названа модель принтера Prusa, сделал всё из нержавейки. Об этом тоже будет написано.

головка Prusa Nozzle
Итак — головка, сопло, она делается обычно из латуни, иногда из алюминия, слышал упоминания про бронзу и никогда не видел сделанную из меди. Почему так? Вероятно потому что в головке, конечно, имеет значение хорошая теплопроводность материала, но это значение не слишком велико, более важно удобство обработки материала.
Итак, посмотрим значения теплопроводностей для меди, алюминия, латуни и бронзы:
— медь — 395 вт/м К
— алюминий — 220
— латунь — 150
— бронза — 58,7 — это для алюминиевой бронзы, которая заметно прочнее латуни.
Бронза, как видите, имеет почти в три раза меньшую теплопроводность, чем латунь, что в случае использования резистора-нагревателя может иметь значение.
От алюминия отказались, вероятно, по причине излишней мягкости. Есть, конечно и достаточно прочные сплавы алюминия, но их ещё надо найти и отличить… так что…
Медь — наверное, трудно обрабатывать и слишком мягка.
Для меня важным и полезным свойством латуни (бронза — то же самое) является также, то что она хорошо паяется твёрдым серебряным припоем — который для ремонта холодильников. Он очень хорош, им можно припаять бронзу к нержавеющей стали и смачиваемость его просто великолепна, то есть он прекрасно затекает по всему стыку, будучи паяем только в одной точке. Так мы плавно переходим к термобарьеру. Это деталь, которая должна выдерживать механические нагрузки головки и передавать поменьше тепла к корпусу аппарата. Первые модели хотэндов использовали для этого фторопласт — если по-русски, или тефлон, PTFE. Вообще-то прекрасный материал, особенно в силу своей замечательной скользкости. К нему, как бы, вообще ничего не липнет и теплопроводность у него маленькая Однако есть дефект. Прочность. Прочность мала, и даже не это самое плохое, плохо то что у него есть текучесть. Текучесть — значит под нагрузкой, даже при несильном нагреве он начинает изменять свою форму. Всё. Эта особенность оставила ему только функцию вкладышей в головке, которые снижают трение филамента. Там ему течь некуда. Он подпёрт со всех сторон — или металлом или соответствующим пластиком.
Посмотрим теперь на свойства материалов которые мы могли бы поставить в качестве термобарьера. Теплопроводность -в Вт/м К (имеется в виду — ватт, метр, градус, а какой, Кельвина или Цельсия — неважно) и Предельная прочность на разрыв — в мегапаскалях.
— тефлон 0,25 26
— PEEK 0,29 165
— Нерж.Сталь марки 304 9,4 580-600
— Нерж.Сталь марки 316 9,4 680
— Сталь 3, самая простая 55 380
Смотрим, второй строкой идёт PEEK, это довольно экзотический пластик. С впечатляющей ценой. Обратите внимание на прочность, она всего раза в два ниже Стали 3.
При малой теплопроводности, хорошей скользкости и неплохой термоустойчивости он стал популярным материалом для держателей сопел.

Классическая J-Head Nozzle Mk5 B
Минусов два, и серьёзных: — цена и термоустойчивость. 250ºС — это температурный предел, часто хочется большего, терморезисторы(многие) будут работать до температуры 300ºС — есть куда расти.
Теперь посмотрите на нержавеющие стали — их теплопроводность в 5 раз ниже обычной стали! А прочность в почти два раза выше! Это популярные на Западе марки сталей соответствующие нашим 08Х18Н10 и 08Х17Н13М2. Первая — вообще классическая пищевая нержавейка, хромоникелевая. Правда теплопроводность в 40 раз повыше чем у тефлона, но если учесть разницу в прочности, то разница с тефлоном будет всего процентов 30. PEEK, впрочем остаётся недосягаемым конкурентом. Но устойчивость к теплу… и ещё приятная возможность припаять серебрянным припоем латунное сопло к стальной трубочке и забыть про просачивание пластика. Серебряный припой не только имеет температуру плавления 800ºС, но ещё у него прекрасная прочность и он великолепно паяет — очень хорошая текучесть и смачиваемость. 8-12 миллиметров трубочки из нержавейки уже оказываются достаточным барьером для наших нужд. Это в случае трубки диаметром 8мм и со стенками 1мм. Если использовать более тонкостенные трубочки эффект будет ещё лучше. Трубка со стенками 0,3 мм достаточно прочна. Тут главное воздействие будут оказывать уже другие факторы: -нагрев излучением от головки, нагрев конвективными потоками, которые, правда, должны сдуваться вентилятором.
Головка от Прюши — Prusa Nozzle из цельного куска нержавеющей стали, у него правда сталь несколько другого состава -с вдвое большей теплопроводностью, марки 303, вероятно это компромисс между требованиями к термобарьеру и к соплу. Очень трудное в изготовлении получилось изделие, и похоже не очень удачное, хотя и позволяло печатать любыми видами пластика. Жалуются на него люди. Да и купить его сейчас нелегко. Новая модификация — с алюминиевым радиатором, причём, по моему мнению, тоже не должна быть особенно удачной. Низкий градиент температур по термобарьеру.
Классическая J-Head Nozzle Mk5 B Хорошая модель, особенно если была сделана без упрощений и ухудшений, которые добавляли некоторые китайские товарищи. Держатель делается из пластика PEEK. Печатает стабильно. Но не всем. Температурный диапазон ограничен и его лучше не превышать — начинает сочиться пластик через место соединения держателя и сопла. Как нагреватель используется резистор, расчётная мощность около 25 Вт. Тефлоновый вкладыш до латунного сопла.
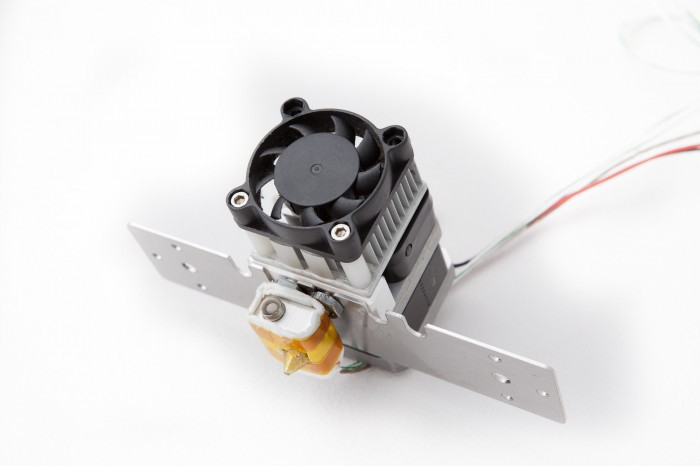
Мэйкербот — Makerbot Stepstruder MK7 — конструктивно просто, сплошной металл и судя по заявленным параметрам, очень даже хорошо. Термобарьер — из нержавеющей стали, не слишком маленького сечения, сложной конфигурации, внутри держателя фторопластового вкладыша нет. Большой алюминиевый нагревательный блок теплоизолируется от воздуха с помощью керамической ленты. Судя по мощному радиатору, довольно большой тепловой поток идёт с головки. Короткий отрезок термобарьера — значит высокий градиент температур. Почему это хорошо, я постараюсь показать на цифрах в следующем посте.

Головка Makerbot Stepstruder MK7
А Ultimaker HotEnd v2 использует термобарьер изPEEK. Так что ничего удивительного по температурному диапазону не ждите. Использует нагревательный картридж, 40W. Так же как и Stepstruder MK7. Конструкция интересная. Грамотно используется тефлон. Очень большая протяжённость плавящей части. Видимо отсюда рекордная скорость печати. Для подробного анализа нет чертежей и описаний.
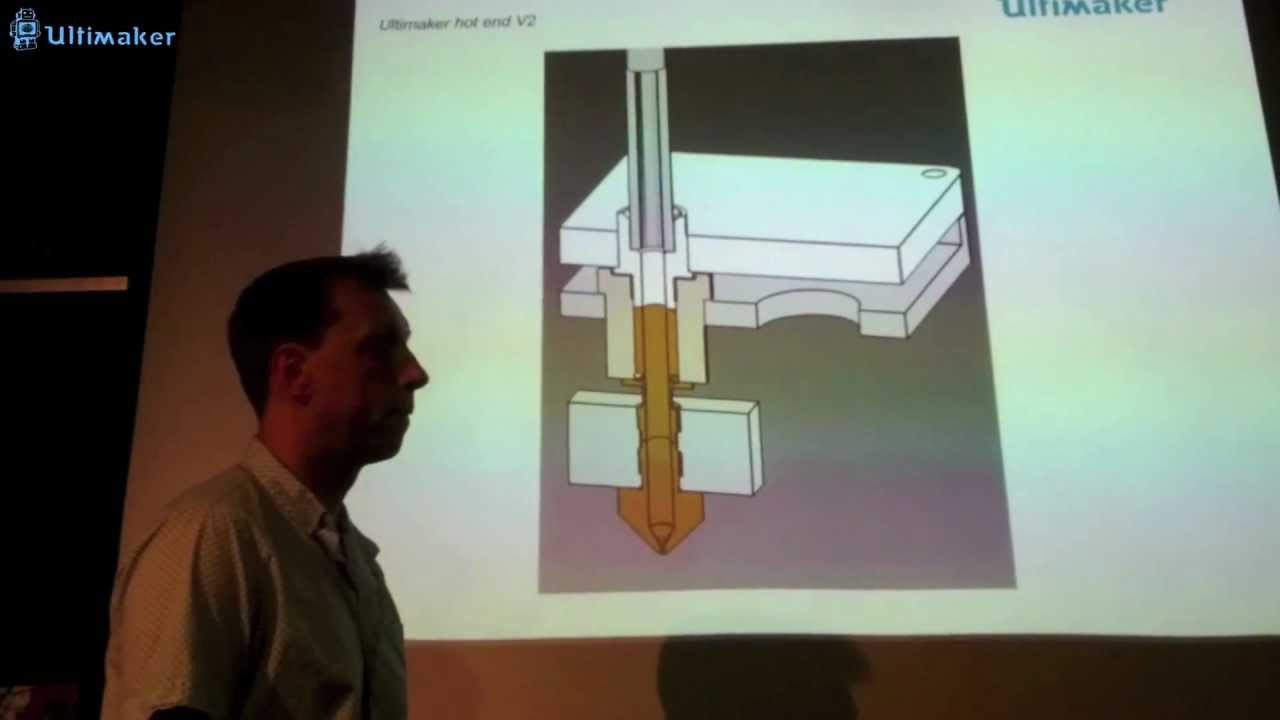

Что нашёл по Ultimaker, а он Open source.
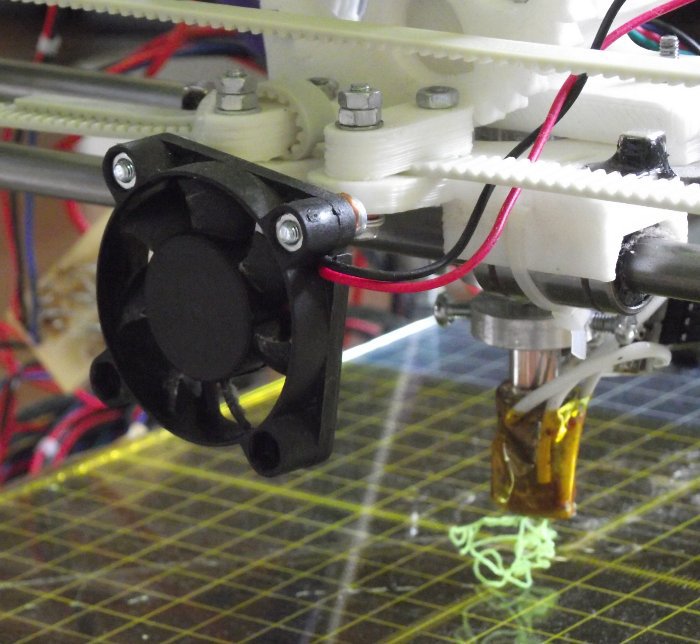
Самодельная — BASS — печатает хорошо и быстро. 140 мм/сек при печати капроном/триммерной леской. Трудоёмка в изготовлении. Одна намотка нагревателя чего стоит. Термобарьер из трубки нержавеющей стали 304. Токарная работа — прностая. Используется пайка серебряным припоем. Из-за намотанного радиатора — хорошая однородность нагрева, малый вес и высокая надёжность. До латунного сопла используется тефлоновый вкладыш, 5 последних миллиметров которого, для снижения нагрузки, заменены на кольцо из нержавеющей стали. Мощность — та же, порядка 40 Вт.
В креплении нагрев несильный, вентилятор справляется слабенький.

Можно сказать, что первый период развития FDM-принтеров заканчивается, хорошо работающие головки теперь не редкость. Хотя меня не оставляет ощущение что принципы их проектирования ещё не слишком чётко сформулированы. В следующем посте я хочу рассказать о тепловых расчётах головки принтера, почему их такими делают и как избежать образования пробок. У меня даже сложилось впечатление, что я теперь смогу вполне осознанно выбирать размеры, радиаторов, термобарьеров и прочее. Буду рад если сообщество поучаствует на предмет поиска возможных ошибок и заблуждений. Всем спасибо.
